When people talk about quality in the peptide industry, most of the conversation eventually comes back to one thing: testing.
No matter how good a product looks on paper, without proper analysis there is no real way to confirm what is actually inside the vial, how pure the material is, or whether the batch meets the expected standard.
That is why testing is such a major part of what we do at NuroLabs Research.
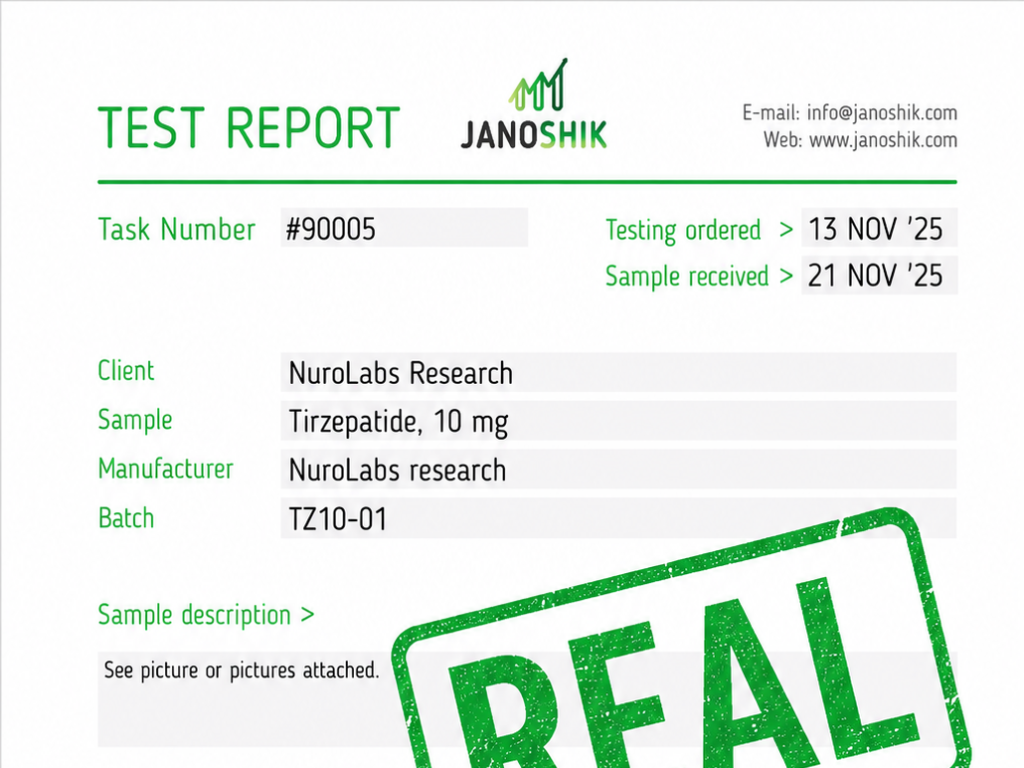
Every batch goes through checks during manufacturing, followed by independent third-party analysis on selected products through Janoshik Analytical. The idea is simple: verify quality at multiple stages rather than relying on a single checkpoint.
A lot of companies only focus on the final result. We look at the entire process.
Manufacturing Testing Comes First
Before any product is sent away for independent testing, there are already several checks taking place during production.
This stage is important because it helps identify potential problems early instead of after the product has already been completed.
Manufacturing testing can include things like:
- Raw material verification
- Fill accuracy checks
- pH analysis
- Solubility testing
- Visual inspections
- Batch consistency checks
- Sterility monitoring
- Stability assessments
These checks help make sure the product is being produced consistently from batch to batch.
For example, pH testing may sound basic, but even small changes in acidity or alkalinity can affect stability over time. The same goes for solubility and consistency testing — small variations during manufacturing can create completely different end results.
That is why internal quality control matters before anything is externally verified.
Independent Third-Party Testing
After manufacturing checks are completed, many products are then sent for third-party analytical testing through Janoshik.
Third-party analysis matters because it provides independent verification from a laboratory that is not involved in the manufacturing process itself.
In an industry where transparency is becoming more important every year, independent testing gives customers and researchers an extra level of confidence.
Rather than simply claiming a product is high quality, analytical testing provides actual data behind the batch.
Depending on the product, testing may include:
- Purity analysis
- Compound identification
- Concentration verification
- Contaminant screening
- Batch consistency analysis
Not every product requires the exact same testing process. Different compounds and raw materials often need different analytical methods.
Common Laboratory Tests
There are a lot of different laboratory methods used throughout the peptide and raw material industry. Some tests focus on purity, others look for contamination, while some are designed to confirm identity or long-term stability.
Here are some of the most common ones.
HPLC Testing
HPLC, or High-Performance Liquid Chromatography, is one of the most widely used analytical techniques in the industry.
It is commonly used to measure purity and identify impurities within a sample.
For peptides and research compounds, HPLC testing is often one of the key indicators used to evaluate overall batch quality.
Mass Spectrometry
Mass spectrometry is used to help confirm molecular identity.
This method analyses the molecular structure of a compound and can detect extremely small differences within a sample.
It is frequently used alongside HPLC for more detailed analytical verification.
pH Testing
pH testing measures how acidic or alkaline a formulation is.
This can affect:
- Stability
- Solubility
- Product consistency
- Long-term storage performance
Even slight pH variations can sometimes impact how a product behaves over time.
Sterility Testing
Sterility testing is designed to detect microbial contamination.
This includes monitoring for:
- Bacteria
- Fungal contamination
- Environmental contamination during production
Clean manufacturing environments and proper handling procedures are essential parts of maintaining quality standards.
Endotoxin Testing
Even after bacteria are removed, bacterial endotoxins can still remain.
Endotoxin testing helps identify whether these residual contaminants are present within a sample.
Residual Solvent Testing
Some manufacturing processes involve solvents during production.
Residual solvent analysis helps confirm whether any trace solvents remain in the final material.
Stability Testing
Stability testing looks at how a product performs over time under different storage conditions.
This helps evaluate:
- Shelf life
- Degradation rates
- Storage recommendations
- Long-term consistency
Heavy Metal Testing
Heavy metal analysis screens for contaminants such as:
- Lead
- Mercury
- Cadmium
- Arsenic
Testing for these contaminants is another important part of overall quality control.
Why Multiple Stages of Testing Matter
One of the biggest misconceptions in the industry is that a single test tells you everything about a product.
In reality, proper quality control usually involves multiple stages.
Manufacturing checks help maintain consistency during production.
Third-party testing helps independently verify the final result.
When both are combined, it creates a much stronger quality control process overall.
That approach is a major part of how we operate at NuroLabs Research.
Final Thoughts
Testing is one of the most important parts of the peptide and raw material industry.
Without proper analysis, there is no reliable way to verify purity, consistency, or overall batch quality.
From manufacturing-stage checks to independent third-party verification through Janoshik, every stage plays a role in maintaining standards and improving transparency.
As the industry continues to grow, proper analytical testing is becoming less of an option and more of an expectation.
At NuroLabs Research, quality control is built into the process from the beginning — not added as an afterthought.